


热门资讯
汽车钢板弹簧总成试验台依据QFT A062
- 分类:公司新闻
- 作者:Jnzcgy
- 来源:济南中创弹簧试验机
- 发布时间:2021-09-14 08:10
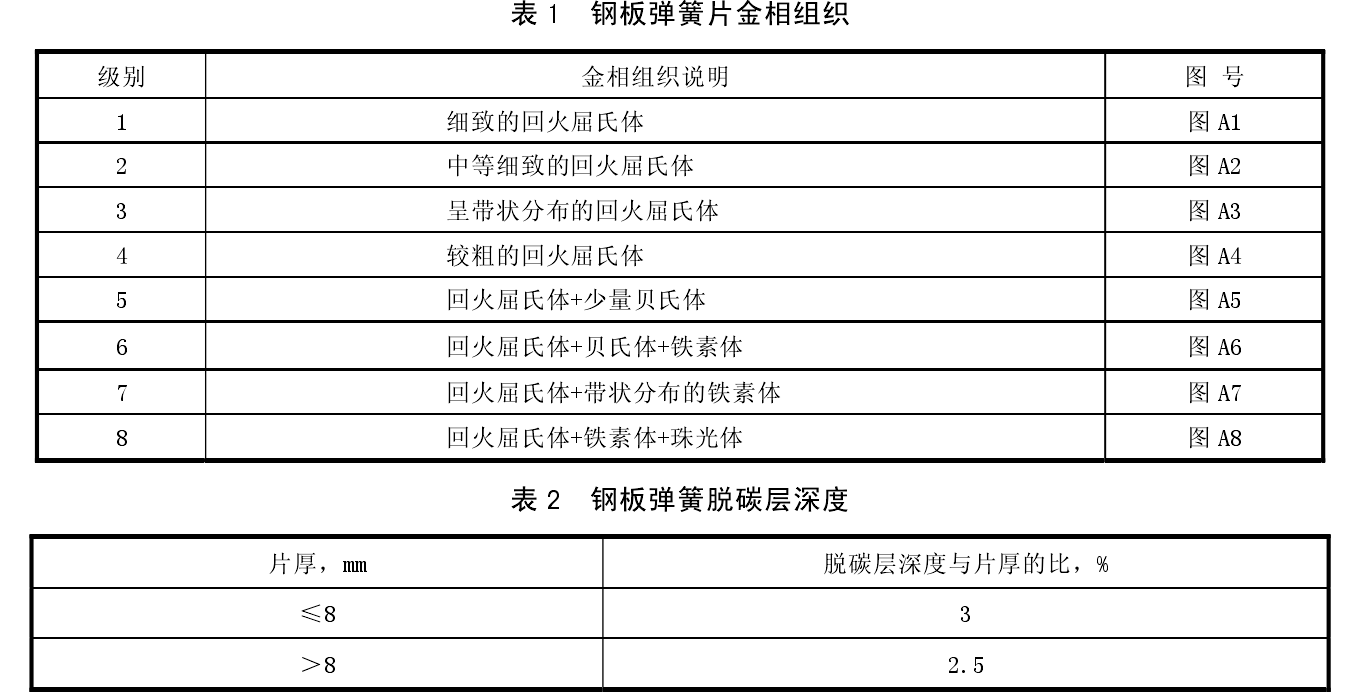
【概要描述】汽车钢板弹簧总成试验台钢板弹簧片不应有对使用有害的过热或过烧等缺陷,每边总的脱碳层(铁素体十过渡层)深度不得超过表2的规定。
汽车钢板弹簧总成试验台依据QFT A062
【概要描述】汽车钢板弹簧总成试验台钢板弹簧片不应有对使用有害的过热或过烧等缺陷,每边总的脱碳层(铁素体十过渡层)深度不得超过表2的规定。
- 分类:公司新闻
- 作者:Jnzcgy
- 来源:济南中创弹簧试验机
- 发布时间:2021-09-14 08:10
- 访问量:
详情
范围
本标准规定了汽车产品钢板弹簧总成的技术要求、试验方法、检验规则、标志、包装、运输、贮存及质量保证。
本标准适用于本公司设计开发、生产制造的各类汽车产品所装用的钢板弹簧总成。
规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 1222弹簧钢
GB/T 224钢的脱碳层深度测定法
GB/T 231. 1金属布氏硬度试验第1部分:试验方法
GB/T 230. 1金属洛氏硬度试验第1部分:试验方法(A, B, C, D, E, F, G, H, K, N, T标尺)
GB/T 2828. 1计数抽样检验程序第一部分:按接收质量限(AQL)检索的逐批检验抽样计划
Q/FT B039车辆产品油漆涂层技术条件
Q/FT B102车辆产品零部件可追溯性标识规定
技术要求:
3. 1产品应按照经规定程序批准的图样及技术文件制造,并应符合本标准的要求。
3. 2钢板弹簧片应在拉仲表面进行预加应力喷丸处理,达到饱和,表面覆盖率不小于90%0
3. 3钢板弹簧总成装配前应在弹簧片的摩擦面上涂以石墨润滑脂(片问有垫片的除外)。
3. 4钢板弹簧总成油漆涂层应按产品图样或按Q/FT B039中FTQ6乙的规定执行,但卷耳套(装橡胶衬套的除外)上不得涂漆,该处应采取其他防锈措施。
3.5材料
3. 5. 1钢板弹簧片所用的材料应符合设计规定,或GB/T 1222规定的热轧弹簧钢。
3. 5. 2钢板弹簧片经热处理后,硬度为375 HB ^-444 HB(或40.5 HRC^-47.0 HRC ) o
3.5.3钢板弹簧片的金相组织应按附录A(规范性附录)中图A1一图A8进行评定,符合表1中1^-5级的规定。
3 .5.4钢板弹簧片不应有对使用有害的过热或过烧等缺陷,每边总的脱碳层(铁素体十过渡层)深度不得超过表2的规定。
3 .6尺寸精度
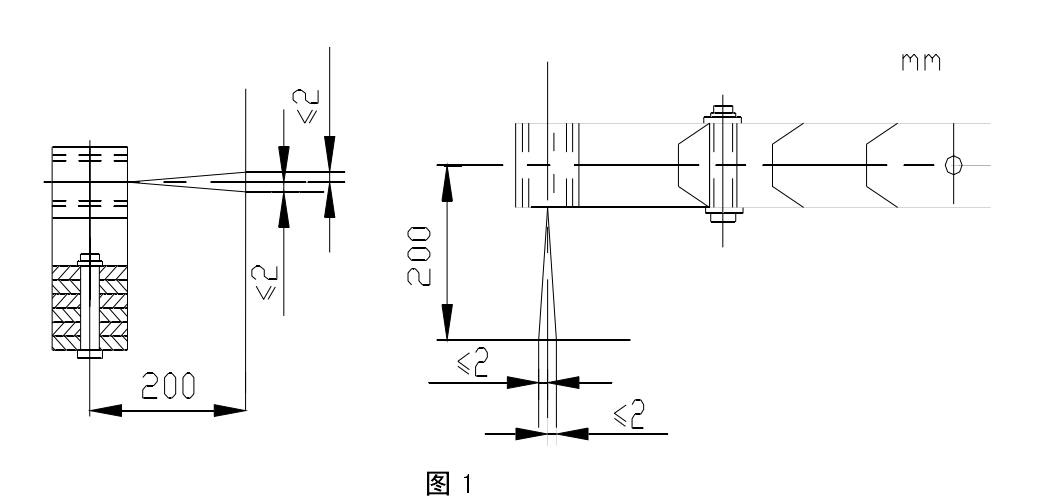
- 6. 1钢板弹簧总成卷耳装入衬套后,耳孔轴线垂直度和平行度(如图1的两个方向上)偏差不得大于1%
3 .6.3钢板弹簧总成(平直时)两卷耳轴心距的偏差不大于士3 mm,一端卷耳至弹簧片中心孔(或定位凸包)的偏差不大于士1. 5 mm
3.6.4钢板弹簧总成,在静负荷下的弧高偏差不大于士6 mm, Nz, N类汽车不大于士8 mm
3. 6. 5钢板弹簧总成装入支架内的各片的侧面弯曲,每米不大于1. 5,,其余各片每米不大于3mm
3.6.6钢板弹簧衬套内径公差以及卷耳宽度公差按产品图样规定。
3. 6. 7钢板弹簧总成应在指定负荷下进行弧高分选,并在第一片钢板弹簧上表面易见位置按图样要求进行标识。
关键词:
扫二维码用手机看
上一个:
钢板簧静刚度试验机测试方法
下一个:
气弹簧抗拉强度测试设备试验要求
上一个:
钢板簧静刚度试验机测试方法
下一个:
气弹簧抗拉强度测试设备试验要求
产品中心
针对不同试样,针对性提供常规设备;根据客户要求,测试标准定制设备。

汽车筒式减振器示功疲劳综合性能试验台
汽车减震器示功疲劳综合性能试验台要用于对轿车、专用车、装甲车、三轮车、摩托车等机动车所使用的筒式减振器进行示功试验和疲劳寿命试验



电液伺服减震器动静刚度试验台
电液伺服减震器动静刚度试验台主要用于测试车辆减震器的动态刚度、静态刚度、耐久性、载荷疲劳、疲劳强度、疲劳寿命、往复疲劳、压缩疲劳、低周疲劳等力学性能检测。

电液伺服减震器示功试验台
电液伺服减震器示功试验台主要用于汽车相关零部件减震器的示功试验。既可进行产品开发研究试验,也可进行产品验证与工艺试验,本设 备通过增加快速夹持工装,扫码等功能,实现减震器的在线全检,保证检测效率。

橡胶堆弹簧垂向刚度特性试验检测设备
橡胶堆弹簧垂向刚度特性试验检测设备主要用于橡胶堆弹簧的垂向刚度、垂向力、垂向位移、变形、横向刚度、动静态刚度、低周疲劳、耐久疲劳等力学性能测试。
